 Deutsch
Deutsch  English
English  Français
Français  Polski
Polski  Italiano
Italiano 
At present, non-vacuum electron beam welding is mainly used in Germany for welding aluminium, e.g. for cockpit carriers made of aluminium.
The NVEBW method is advantageous for the increased use of super high strength fine metal plates in industry. So, it is possible to achieve high welding speeds and it allows lightweight designs to be conceived using a combination of various types of materials, e.g. joining aluminium and steel.
As the energy input can be precisely controlled, stable weld-solder joints can be made (in this case the steel remains hard and the aluminium is fused to it).
Process principle
Also, at this process the electron beam is generated in the high-vacuum EB generator. But for the NVEBW method the formed beam is "guided out" then to the free atmosphere passing some fine nozzles which separate the different pressure stages.
Due to the collisions of the electrons with the atmosphere's particles the electron beam widens gradually at increasing working distance (nozzle - workpiece). However, within the recommended distance the energy density of the beam is still strong enough to produce a key-hole welding process.
With respect to the application this method distinguishes to the in-vacuum EB welding process by avoiding any vacuum chamber for workpiece handling. So, the user can save the evacuation time and effort, and even large components can be welded economically. The workpiece can be moved on an X/Y table or with the use of a robot under the electron beam. Depending on the application, the EB generator can also be moved.
Only to protect from the danger of X-rays (generated in each EB process) the working area of a NVEBW machine has to be shielded by adopted lead walls.
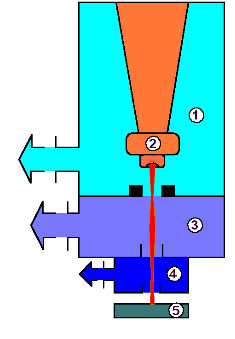
The shown sketch illustrates the electron beam generation system.
- High vacuum area
about 10-4 mbar by a turbo-molecular pump or oil-diffusion pump - Beam generator
optimized to suppress arcings - Pressure stage 2 ca. 10-2 mbar
- Pressure stage 1 approx. 1 mbar
- Workpiece
at atmosphere pressure, about 10 - 25 mm distance to beam nozzle
Advantages of the method
| Electrical wall-plug efficiency | > 50% (incl. all auxiliaries) |
| Energy absorption on the workpiece | nearly independent on kind of material, surface state, angle of incidence, moving direction |
| Weldable sheet thicknesses | 0.5 to 10 mm, in special cases even more |
| Edge preparation for butt welds | regular cut |
| Able to bridge gaps | up to 20% of the sheet thickness, 0.5 mm maximum (without filler), no weld sink when thicknesses are combined application of filler wire possibly |
| Edge-mismatch capability | up to half sheet thickness |
| Welding speed | generally very high, depending on material and thickness/depth; for example on Al alloy: 14 m/min at 3 mm depth; 60 m/min at 1 mm depth |
| Seam width | Minimum 1 mm, up to 4 mm at larger thicknesses |
| Energy input per length | comparable small, narrow HAZ |
| Minimum heat input | less hardness, minimum part's distortion |
| Beam to part tolerances | sideways up to 20% of the sheet thickness |
| Maximum deviation in working distance | up to 10% of set value |
Technique
| Available beam power | maximum 30 kW |
| Beam control | by CNC, in common with the weld path |
| High voltage | 175 kV, switch mode, nearly interruption free |
| Welding parameters | programmable, controlled, supervised |
| Operation | by a convenient and clear touch panel |
| X-ray protection | < 1 µSv/h by adopted (tailored) lead shielding |
| Beam guidance | using Helium effluence |
Consumption / Maintenance
| Electrical Energy | 3 x 400 V, 50/60 Hz, PEN 15 kW (for basic consumption) plus welding power |
| Wear parts | cathodes and nozzles, exchange needs depend on working conditions (e.g. 60 hours at 60% on-time), exchange takes 30 min |
| Further consumption | Compressed air, Helium (4.6), pump oils, sealings |

Example of a NVEBW machine