 Deutsch
Deutsch  English
English  Français
Français  Polski
Polski  Italiano
Italiano 
Multitasking – welding during the coronavirus pandemic
Presseinformation - Peter Schmidt, SwissBeam AG, CH-Rudolfstetten
In recent months, which have been dominated by the coronavirus pan-demic, many companies have been badly affected and some have had to absorb huge losses. Companies are also anticipating difficult condi-tions in the coming months. Many entrepreneurs have recently come to the conclusion that there is no alternative other than to adapt to the changes.
Future viability – how companies can prepare
Even before the coronavirus pandemic, companies were under in-creased pressure to critically review their business models or revise es-tablished procedures. Dealing with technological changes, such as digi-talization, or breaking with old habits requires resolve and adaptability. Many business sectors that were more lucrative in the past have de-clined in importance. This is due to new technologies, for example, in the automotive industry, where internal combustion engines are being re-placed by electrical components. These innovations seem to be gaining even greater momentum, particularly with the COVID-19 pandemic. This has acted like an electron beam accelerator and it demonstrates just how capable of change companies and employees are. What is certain is that crises widen the gap between forward-looking firms and those that fail to adapt. Technological change cannot be halted, and there will al-ways be companies that bet on the wrong strategy. Nokia or Kodak are good examples. Anyone who wants to emerge stronger from the crisis needs to promote innovation now.
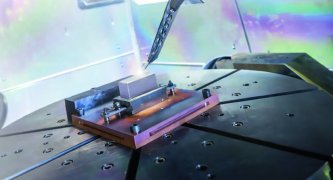
One possible solution is for firms to have established, protected zones in which companies can try out new and innovative things (Figure 1). Ex-perts call this "ambidexterity”. It combines old ways of working with the cult of a start-up. This provides an organization with the necessary agility to adapt to future technologies and changing market situations over the long term. Indus-trialized countries like Switzerland depend heavily on the outcome of this challenge. As it is hard to predict future technology, companies need to experiment with different business areas in order to gain a foothold in new business areas. At the same time, to ensure a secure income during the transition period, the existing business must not be neglected. This is the only way to secure finance for new technologies. The best case is that it will result in two strong business areas.
 Figure 1: Latest generation electron beam welding system
Figure 1: Latest generation electron beam welding system
Ambidexterity is implemented in a company by establishing parallel structures.
The crucial factors are:
- Creating structures that enable the exchange of traditional and innovative visions.
- Established processes need to be rethought to reflect innovation.
- Employees must have freedom and use it to benefit the company.
- Working towards a vision shared by all employees should take precedence over key performance indicators.
- Managers must trust their employees and delegate responsibility to them.
- A culture must be established by learning from mistakes and actively involving employees in designing the process.
- Communication helps to eliminate prejudices and misunderstandings.
It is important that these issues can pave the way for a new product port-folio and, ideally, benefit the core business by opening up new markets.
Classic core business
Although electron beam welding technology has been known for nearly 70 years, the past decade has seen growing interest from industry and academia. Electron beam welding, or EBW, is an important process in which the generator (Figure 2) plays an important role. The system can solve many modern challenges.
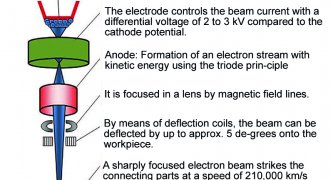
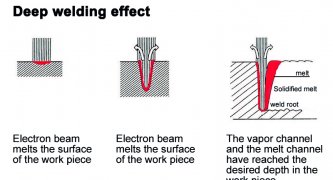
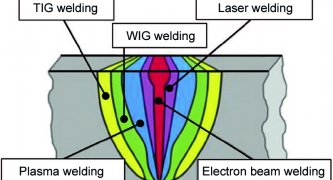
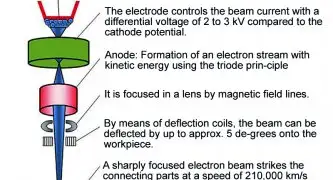
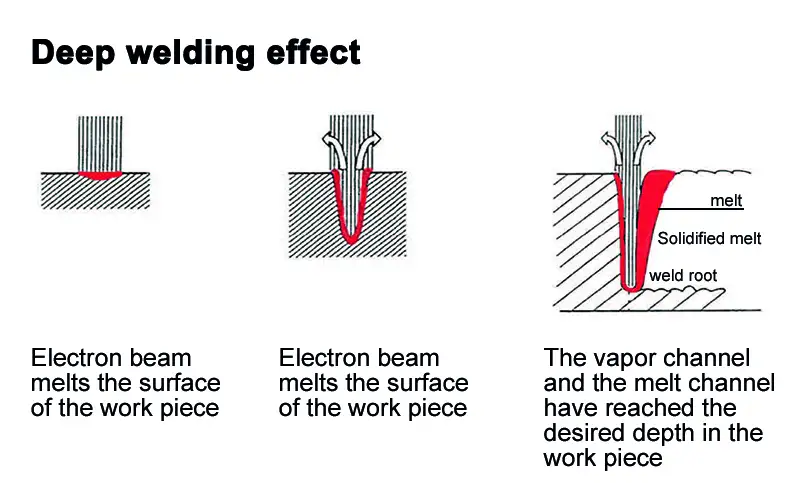
The principle of electron beam welding (Figure 3) is relatively straight-forward. In a triode system consisting of a cathode, control electrode (Wehnelt cylinder) and an anode, negatively charged electrons are re-leased. This is done by free electrons from a tungsten cathode, which is heated to approximately 2800°C. Electric fields form the electrons into a beam and these are accelerated towards the anode. The electrons are accelerated to approximately 2/3 of the speed of light. When the sharply focused beam strikes the electrons on the work piece, these are slowed down and the kinetic energy is almost fully converted into heat. On the work piece, the focused beam has a diameter of 0.1 – 0.2 mm at an ac-celeration voltage of 60 to 150 kV. The small focal spot has very high-power density of up to 10 kW/mm2. This is about forty times higher than conventional arc welding.At a power density of more than 106 W/cm, spontaneous vaporization of the molten material in the center causes the so-called deep welding ef-fect (Figure 4). The resulting vapor channel, which is surrounded by liq-uid material, enables thin, parallel and more than 100 mm deep seams in steel. This avoids excessive heat input (Figure 5).

Figure 2: The generator is the heart of every electron beam welding system
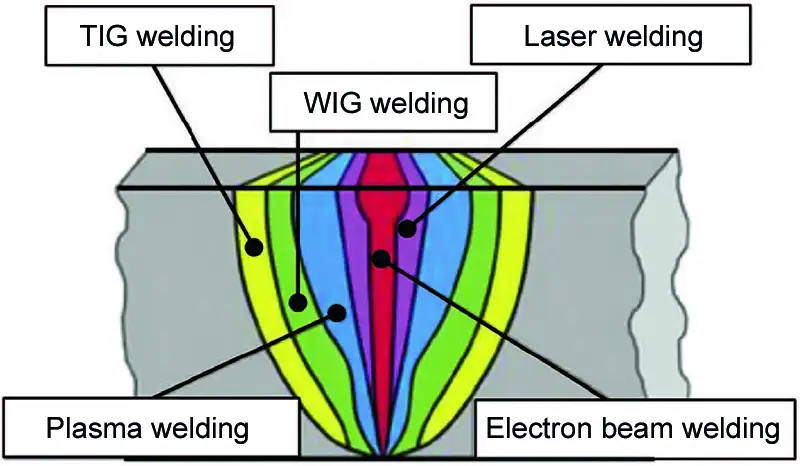
The part to be welded is placed in a welding chamber containing a coor-dinate table and a rotary table for moving the workpiece. The beam for-mation and the welding are carried out in a vacuum (<5x 10−4 hPa). The vacuum environment is necessary because the electrons are very light and may scatter very widely and collide with air particles. The vacuum means that no inert gases are required for electron beam welding, since the vacuum takes over the task of shielding the molten metal. For reac-tive metals such as titanium, tantalum, zirconium or niobium, in particu-lar, the vacuum environment is ideal for producing consistent quality welds. Using a high-quality vacuum during welding offers considerable advantages, since the weld pool is better protected than with inert gas. A vacuum is 10 to 30 times more cost-effective than the use of inert gases (e.g., argon) and thus means a more economical welding process (Fig-ure 6). No other method can come close to EBW in a vacuum for produc-ing neat weld seams. In aerospace, EBW is considered to be an out-standing and particularly reliable joining technology and is the only ap-proved method for (deep) welding titanium. This results in the purest and cleanest welds.
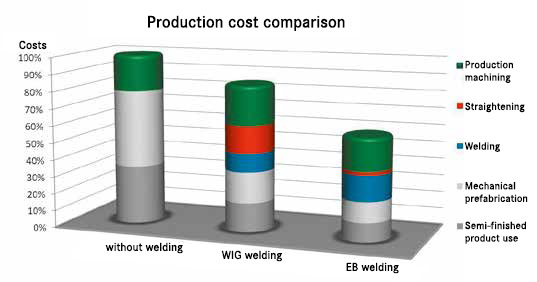
Figure 6: Production cost comparison of different methods
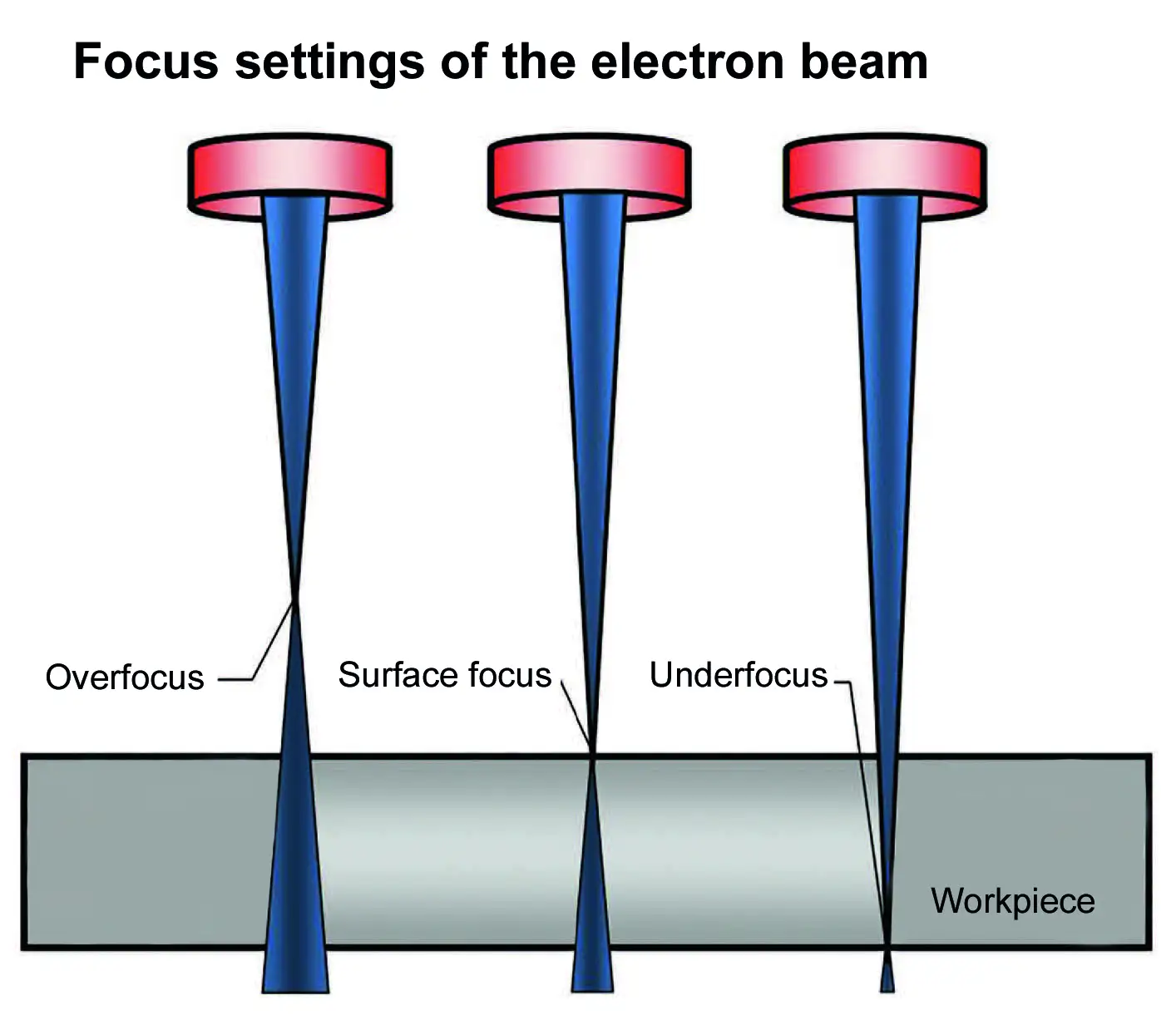
The work piece is moved along the beam or the joint contour is pro-cessed by deflecting the electron beam. Depending on the component, a combination of moving the beam and the work piece is possible. It is fo-cused using a magnetic lens. The deflection system allows the beam to be deflected onto the work piece. Depending on the design of the ma-chine and generator, the maximum beam deflection can be up to 30 de-grees (+/-15 degrees). The weld pool can be influenced by oscillating beam movements.
This has many advantages
- Deep welds with minimal heat input
- Process speeds of over 100 mm/s
- High local energy input, therefore particularly suitable for processing copper
- Beam can be steered very precisely and quickly
- High energy density and low heat input and thus low component distortion
- It is possible to join extremely fine films and small parts and also weld extremely thick components
- Low beam expansion of 0.5, enables welding in narrow gaps
- Difficult-to-reach seams can be joined
- Many different metals can be joined
- The process does not require auxiliary materials and operating supplies
- The most economic welding method compared to other fusion welding processes
- Reproducible use for individual parts as well as for mass production
Driving innovations
Using the above technology, a small company from Rudolfstetten near Zurich has established a structure that develops and implements crea-tive solutions for customer needs across all divisions. Sustainable and successful companies display the following key characteristics:
- Actively promoting innovations beyond the product
- Encouraging continuous experimentation
- Support for employee motivation and quantifiable learning
- Championing pushing the boundaries
- Redesigning the workplace and ensuring an optimal mix of employees
- Integrating and using continually new technologies is a prerequisite
To this end, SwissBeam AG has invested in a new electron beam weld-ing system, which now enables the production of many unforeseen tech-nological research results. The ability to do several things simultaneous-ly seems to be a desirable quality in modern life: People are usually ex-pected to answer emails and make phone calls while also working pro-ductively and in a goal-oriented way. The same is true for the newer generation of electron beam welding systems.
PTR Strahltechnik and its sister company Steigerwald Strahltechnik have developed a “fast beam deflection” called EBO Jump. This technology enables electron optical imaging, automatic beam adjustment, online seam tracking, multiprocess and multipool technology.
Multipool technology
In multipool technology, the electron beam can be moved at high speed between different welding positions using particularly fast deflection. This means all the vapor channels are retained, as the beam jumps back and forth quickly enough between two positions (Image 7).
The beam does not leave any trace melting in the area between the two turning points, and a specific melt depth is achieved depending on the beam power and hold time in the turning point. The basis for this is a suf-ficiently high deflection frequency to build up two or more vapor chan-nels at the same time in a uniform manner.
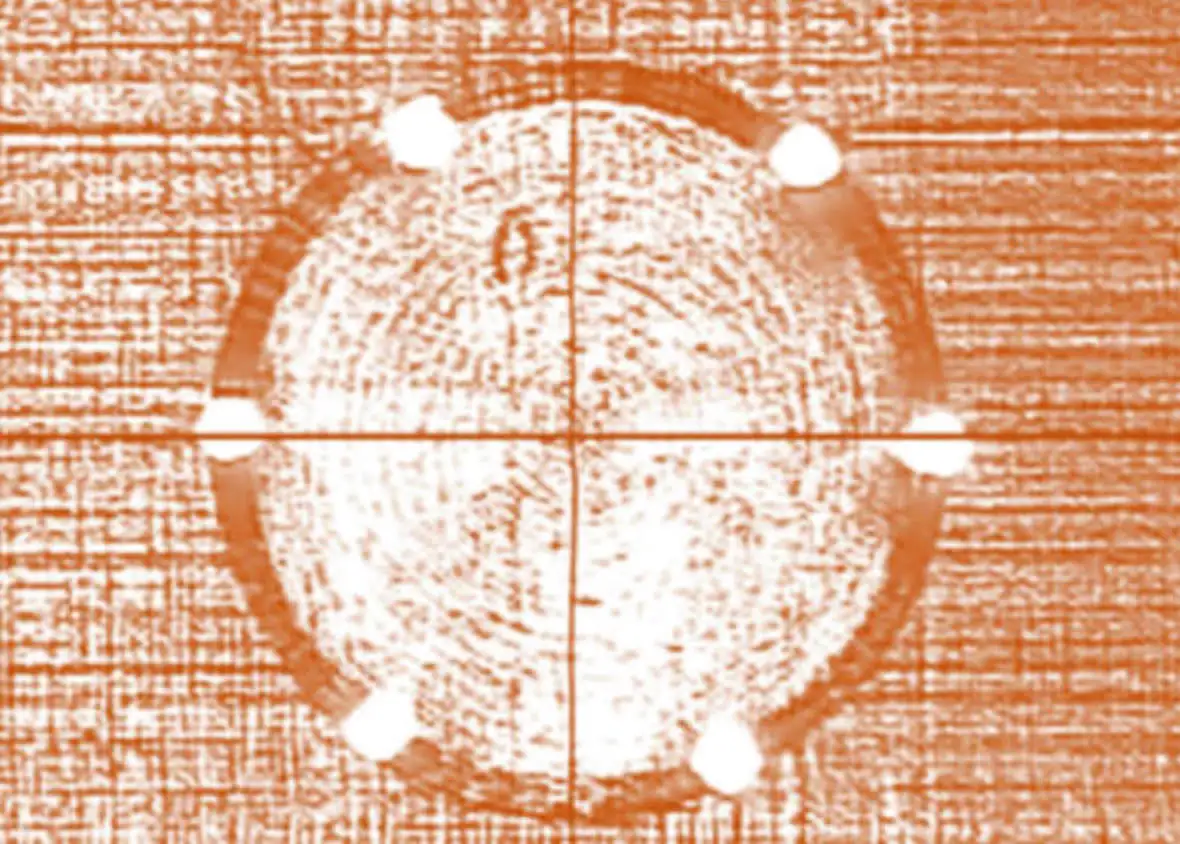
It is important that the electron beam returns to the channel before it closes again in the absence of the beam and solidifies. By controlling the deflection amplitude, non-parallel seams can also be executed simulta-neously, which is mainly used to increase productivity. Multipool tech-nology is particularly interesting for eliminating shrinkage stresses in cir-cular seams. This starts at the beginning of the seam when a beam is applied and pulls the entire clearance to this side. Stresses also occur in the overlap area, leading to an axial offset. If multipool technology with three weld pools offset by 120 each (Figure 8) is used here, the above tensions do not occur in the same orders of magnitude. Simultaneously introducing heat and solidification neutralizes any shrinkage stresses on either side. If several holding positions are programmed, a correspond-ing number of welding strips or seams are created simultaneously (Figure 9).

Multiprocess Technology
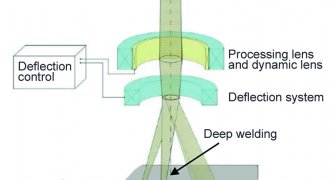
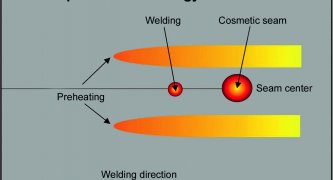
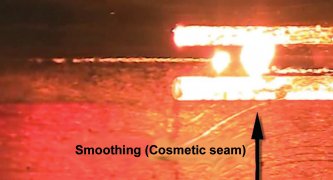
Another process variant is multiprocess technology, which controls each individual beam position by means of adapted beam intensity and power distribution. Thus, for example, components can be produced in a single operation by means of dynamic focus variation, preheating and smooth-ing (cosmetic seam) of the weld seam during the welding process (Im-age 10).
The picture (Figure 11) shows that the first two defocused beams preheat the work piece (right and left of the seam) to heat the material to the de-sired temperature. The two preheating zones have different power set-tings as they have their own, different material properties. In between, the beam jumps onto the work piece surface, focuses on the welding po-sition and produces a thin, deep weld seam. The subsequent process produces a smooth seam with a third adjusted focus setting in the same operation. Pre-heating is used for the targeted build-up of pressure stresses in order to support mixing at the seam and suppress the ten-dency to hot crack. In nickel alloys, for example, a post-heating field can also be built up on both sides of the seam, so that the cooling speed is reduced and additional pressure stresses from the post-heating field are applied to the cooling melt. This suppresses the tendency to hot crack. This opens up an infinite number of possibilities for the user.
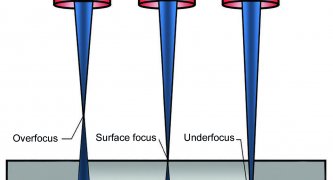
Dynamic vectorization of the beam deflection pattern ensures that the individual processes are perfectly aligned with the welding path in spite of their spatial separation. For example, the preheating zone is always orthogonal to the seam. Not visible, but nonetheless crucial, is the opti-mized focus position (Figure 12) of the electron beam for each process. Preheating, welding and cosmetic processes each have their own focus setting, thanks to the use of a fast-focusing lens. The beam output must be adapted and synchronized to both focus settings. This means that very low-distortion welds can be carried out.

Sensory Purposes
In addition to precision welding process control, multi-beam technology is suitable for sensory purposes (Figure 13). For example, a preceding, transverse oscillating beam can be used to detect the joining zone.
With appropriate programming and parameterization, multi-beam tech-nology leads to significant improvements in quality. These possibilities for heating and solidification processes are of particular importance for influencing thermal distortion. In addition to the multi-beam technology shown, EBO Jump enables automatic seam tracking, electron optical imaging of the work piece and fully automatic setup of the electron beam. Advantages:
- Symmetrical welding at several points results in minimal component distortion.
- Even non-parallel welds can be implemented concurrently, which leads to increased productivity.
- Stresses can be avoided by inserting heat points (pre- or post-heating of the work piece) next to the weld seam.
- It is possible to positively influence the melt pool dynamics and build up pressure stresses in a targeted way – for example, to minimize cracks or join different material combinations, which cannot be achieved using conventional welding technology.
- In addition, multi-beam technology can be used for sensory purposes (electron optical imaging).
- Suitable for visual quality control.
EBO Jump is the Swiss Army knife of the electron beam. It can perform various functions simultaneously and progressively on the same system, while taking into consideration the functional and economic aspects.
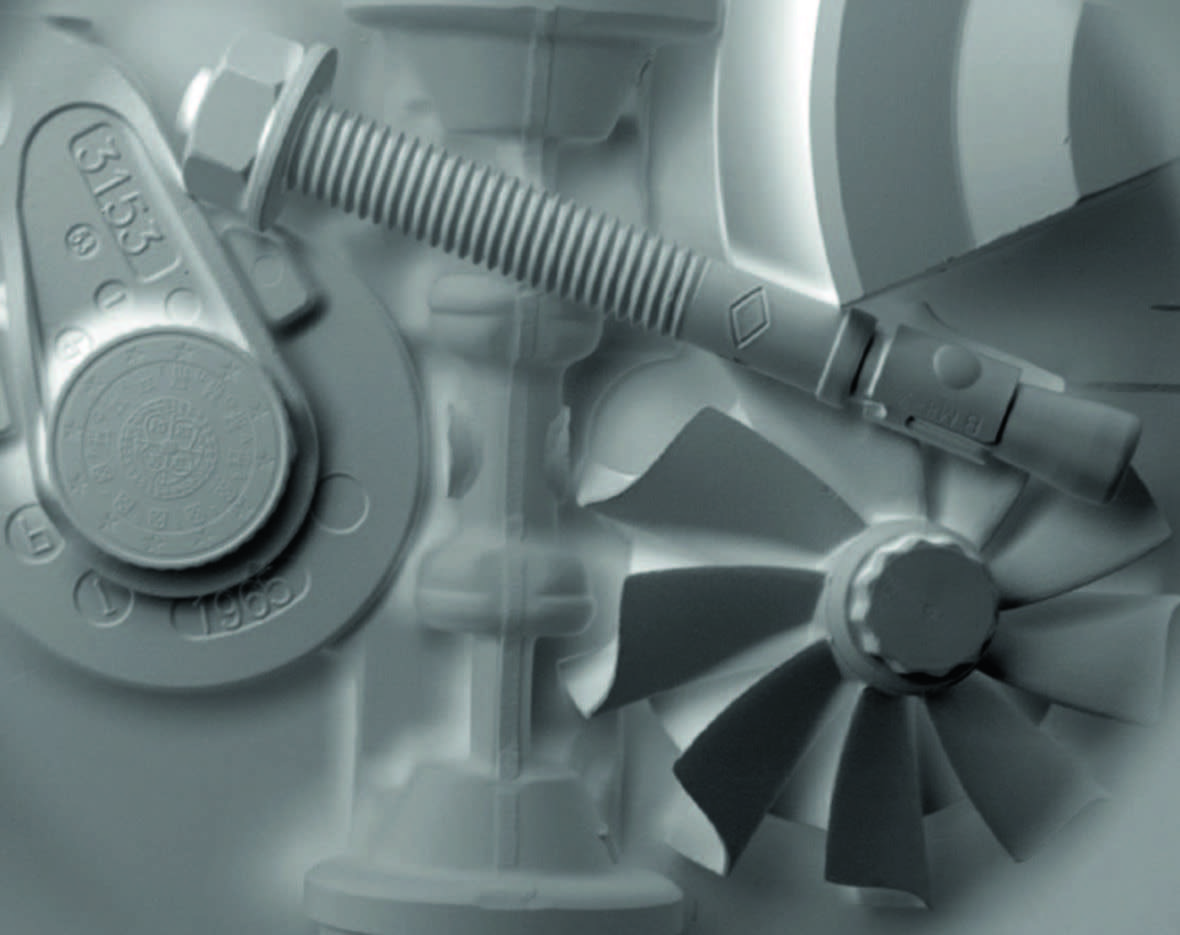 Figure 13: Multi-beam technology for sensory purposes.
Figure 13: Multi-beam technology for sensory purposes.
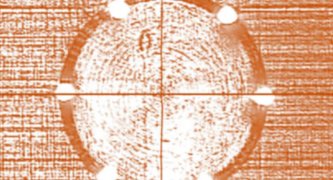
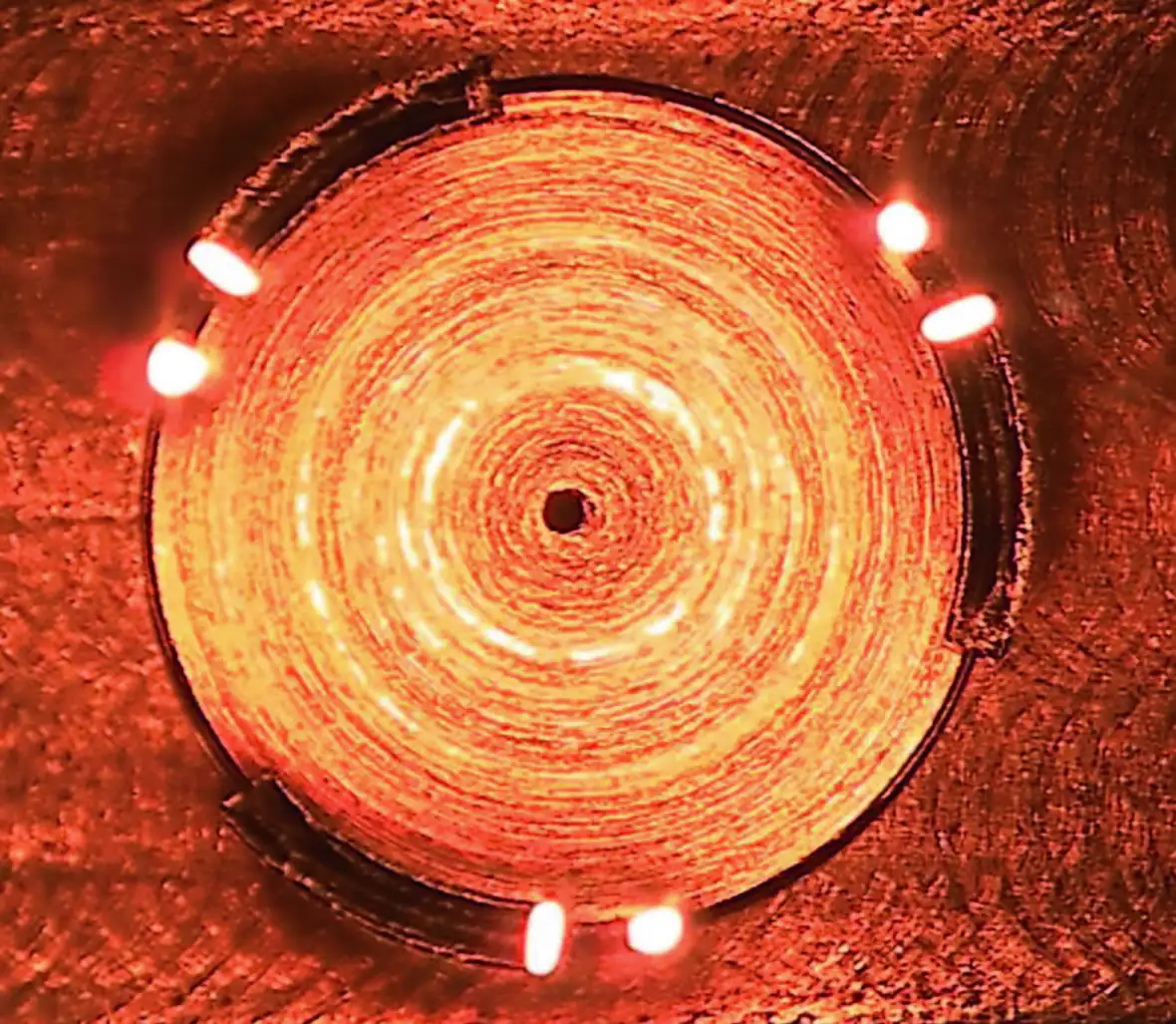
Case Study (Figure 14)
Targeted asymmetrical energy input with different power densities was applied to a rotationally symmetrical component.
Electron beam technologies of tomorrow that are making a difference today
Although the electron beam is an unrivaled and versatile technology used in many areas, its metalworking applications are extremely diverse but largely unknown. These mainly include: Welding, drilling and surface treatment. Special areas of application, which may also be future-oriented business models are:
- Welding around corners
- Punching holes in a fraction of a second
- Labeling and marking
- Polishing and hardening
- 3D-printing technology with wire build-up welding (Figure 15)
- Disinfecting with electrons
It is clear that sustainable actions for the future are needed. Companies that promote ambidexterity and base the implementation of several top-ics and perspectives on economic and functional perspectives will rely on wise and intelligent decision making to ensure a secure future.
Author:

Peter Schmidt
CEO, SwissBeam AG,
8694 Rudolfstetten, Schweiz
(Photo: SwissBeam AG)
Bildquellen:
Image source:
PTR Strahltechnik & Steigerwald Strahltechnik: Images 2, 7, 8, 9, 11, 13, 15
SwissBeam AG: Images 1, 3, 4, 5, 6, 10, 12, 14