 Deutsch
Deutsch  English
English  Français
Français  Polski
Polski  Italiano
Italiano 
Smarter design and more efficient production
Klaus Rainer Schulze
In many branches of industry, such as mechanical engineering, valve construction, vehicle construction of all kinds, precision engineering, sensor technology, electrical engineering, energy technology, aerospace technology and nuclear technology, assemblies or components have to be manufactured that sometimes have to fulfil extremely complex requirements for their use. The designer (m/f) translates these requirements into the appropriate design, the appropriate material and, last but not least, the method(s) for manufacturing the component. Apart from the utility value to be achieved, the manufacturing costs and the time required for production are also decisive criteria.
Only in a few cases can such metallic components be manufactured "in one piece", e.g. by machining from solid material or by casting. In most cases, the requirements can only be met if individual parts are joined together. Various processes can be considered for this screwing, riveting, gluing and, of course, welding or soldering.
Selection procedure
When it comes to welding, the designer and technologist have a variety of fusion welding or pressure welding processes at their disposal. Not all of them will be considered here; each process has its "justification" for use, but also its requirements and limitations. The best known and most widespread are the various arc welding processes as well as different resistance welding variants. These are covered in detail in university training for (welding) design engineers, so that young but also older engineers prefer to think in these categories when designing composite assemblies.
Apart from very few training centres, electron beam welding with its excellent application possibilities is clearly underrepresented in training and further education (lasers are well represented in the curriculum). Certainly, the electron beam (EB) is usually mentioned, and its main properties are mentioned but no graduate is really familiar with it afterwards. Apart from that, reservations and misconceptions still "haunt" the technical public, especially with regard to the electron beam, although these have been refuted several times by experts and in industrial practice 1.
Before we go into the particular advantages of EB in the design and manufacture of complex assemblies, it should be pointed out that there are many thousands of EB machines for material processing worldwide in some companies even several dozen (especially in mass production) including contract manufacturers for a broader customer clientele. And all of these companies use EB because it enables them to create products with the highest utility value and to do so in the most efficient way. And there is something else worth noting: EB users very rarely publicise their results because they do not want to lose their competitive advantage.
Essential advantages thanks to electron beam welding
Why is the EB application so advantageous that it should be considered by designers and technologists for the production of complex metal assemblies (certainly not in "everyday products" such as railings or similar)? Apart from the fact that heat conduction welding is also possible with EB (especially for the smallest, thinnest joints), the so called deep welding effect determines the range of applications. This is the result of the extremely concentrated energy input by the beam into practically any metal and on any surface and without material or angle dependent reflection problems with approx. 95% utilisation of the beam energy.

Fig. 1: Schematic representation of the time sequence (milliseconds) during the formation of deep penetration capillary and weld seam and comparison of arc weld seam vs. EB weld seam (30 mm sheet thickness)
The almost parallel seam flanks that can be achieved in this way even with seams tens of millimetres deep (up to well over 100 mm in a single layer, depending on the material and the machine used) hardly lead to any angular distortion. And the concentration of the energy input on the joint, usually at high speed, reduces the heating of the entire workpiece, thus also minimising distortion and protecting the microstructure. It should be emphasised that the EB enables "autogenous" welding: Preferably, no filler material is introduced into the joint (although this is also possible), but the possibly even different materials of the joining partners are fused together. The "seam preparation" is the simplest conceivable a (technical) zero gap as an I joint or in an overlap or as a flanged seam, for example to give just a small insight into the possibilities.

Fig. 2: Selection of the simplest geometries of EB seams
And of course, such seams and many other conceivable seams or those required by the designer can be realised on sheet metal or prismatic parts as well as on round bodies (radial or axial).

Fig. 3: Selection of practical examples of EB seams gear wheel combination; torsional vibration damper
The special feature of the deep welding effect even makes it possible to reach and safely weld joints inside assemblies that are not visible from the outside by welding through the covering part (quasi as a blind seam) and carrying out the target weld underneath/behind it with the precisely set excess power.
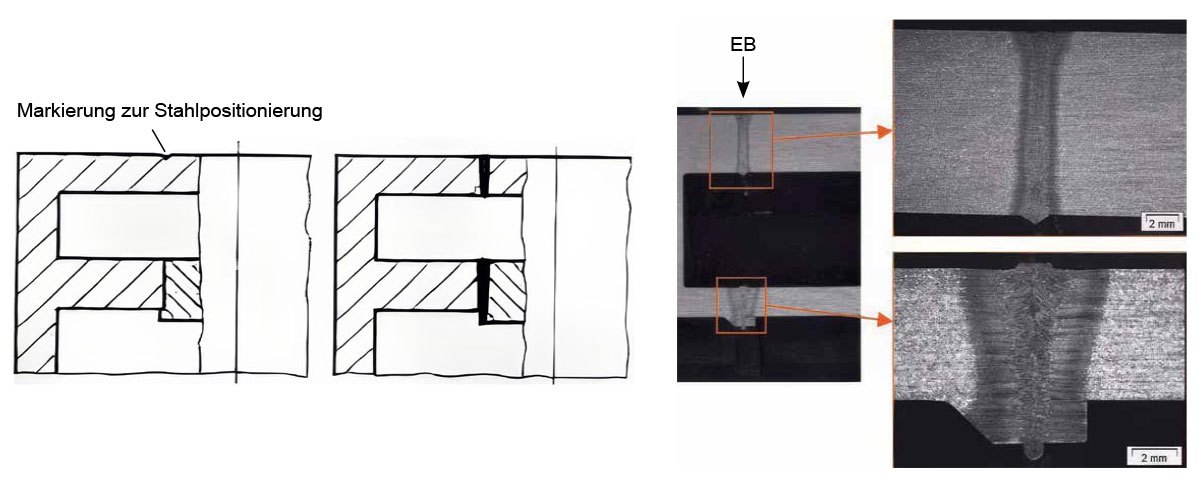
Fig. 4: EB welding of concealed joints
Wide range of options for combining materials
The ability to join different materials gives the designer the freedom to use the material in defined zones/sections of his assembly that has the exact properties required by the application, while at the same time optimising material costs, as the following schematic illustrates.

Fig. 5: Combination of different materials in an assembly by EB welding
Not only can different steel grades be combined, but also numerous non ferrous and special metals and these can also be combined with steels. To list all the (realised) possibilities would go too far here a few examples will suffice.

Fig. 6: "Black and white" joint; stainless steel with copper; CuCrZr with Ni; Inconel with heat treated steel
It is known that the different metals each have a very specific (fusion) weldability. And in the case of material combinations, intermetallic phases with low strength may form. But there are also ways of counteracting this: either the designer varies the choice of material in a targeted manner, or he uses an alloying filler material (as foil or wire), or the technologist optimises the mixing ratio in the melt by melting more of one joining partner and less of the other by positioning the jet impact point with tenths of a millimetre precision.
Speaking of filler material, as the EB works in a vacuum, there is no need to use shielding gases. This is a major advantage when welding reactive materials such as niobium or titanium.
Joining of finished individual parts
The above mentioned low distortion of parts welded using EB is essential for the designer. He can therefore think in terms of final categories and usually does not have to keep any allowances that would require reworking after welding. In other words, individual parts to be joined can (and should) be welded as finished parts. Since single part production is generally precise, the occasional criticism that EB welding requires far too much precision is misplaced. This is completely different from the arc process, for example, which is the field of vision for the uninformed designer. What's more, the precise pre machining of the individual parts also ensures the realisation of the optimum joint geometry (see above).
When creating particularly complex assemblies (from finished individual parts), it is advisable to assemble them using several EB weld seams if necessary. This can be done one after the other or in a single clamping operation by using suitable fixtures to fix the individual parts. There are numerous examples of this, including simultaneous welding with several beam generators in different arrangements or with multi bath technology using rapid beam deflection.
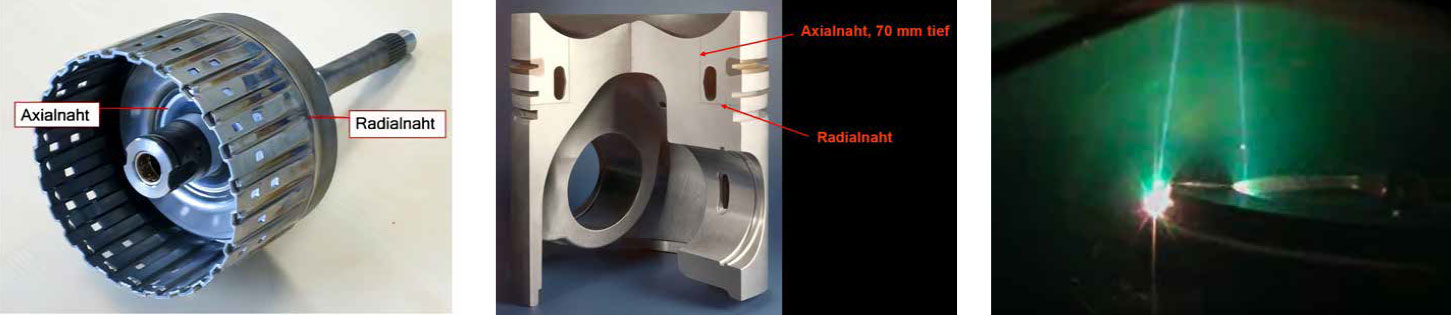
Fig. 7: Several seams per assembly successive; with 2 generators simultaneously; in the multi bath process with only 1 generator
Beam weld seams can be produced not only by moving the component under the beam, but also by moving the beam alone in the case of the EB by means of precise electromagnetic deflection; this is a great advantage, especially with small component or seam dimensions.
More than just welding
More recently, additive manufacturing (AM) has played an increasingly important role, which the EB can also fulfil. The construction of more complex geometries can be realised by continuously welding wire onto a base or by joining the finest metal grains layer by layer in a powder bed. The required energy is supplied by the EB with its optimised power density distribution, whereby the extremely fast deflection capability of the EB offers a major advantage in the powder bed variant. AM is possible with all fusible metals under vacuum, especially with reactive materials such as titanium, tantalum or niobium.

Fig. 8: AM with the EB under wire feed or from the powder bed
In view of the constantly increasing demands on the products to be manufactured, it is essential for today's design engineers to be familiar with the possibilities of AM. While up to now we have while up to now we have only been talking about welding with the EB, the designer should only been talking about welding with the EB, the designer should also consider that the blasting tool also enables other processing operations, such as also consider that the blasting tool also enables other processing operations, such as localised surface modification or perforation localised surface modification or perforation.
Surface modification involves changing either the metallurgical structure or the surface urgical structure or the surface structure of a (fully machined, possibly even ground) component in a limited, i.e. localised structure of a (fully machined, possibly even ground) component in a limited, i.e. localised area area - and only where it is required for later use. No external cooling is required, especially and only where it is required for later use. No external cooling is required, especially during hardening (martensite formaduring hardening (martensite formation).
And perforating with the EB means creating (usually very many) through - holes in the holes in the shortest possible time - for thin sheets as well as for walls several millimetres thick.

Fig. 9: Hardening of ground surfaces; structuring of surfaces; perforation of components
Range of possibilities
To summarise, this results in following range of advantages from the designer 's point of
- Minimal heat input
- Low line energy
- Low distortion
- Low influence on microstructure - Reduction of production steps
- Joining and/or hardening of finished individual parts
- Single pass welding due to deep welding effect - Opening up new design possibilities
- Mass and/or volume reduced design
- Load orientated use of materials (combinations)
The technologist can see that assemblies designed in this way can be manufactured extremely efficiently, which is further emphasised by the following points:
- Quality assurance
- Fully automatic welding systems - also interlinked
- Maximum reproducibility and long-term stability
- Purely electrical parameter documentation
- Optimum protection of welding metallurgy - Production time and reliability
- Optimisation of the evacuation time through the design and arrangement of the working chamber and the pump selection
- Absolute protection against X-ray interference
And there is something else that needs to be mentioned especially addressed to the planner who is focussing on costs. While the utility values of assemblies designed and manufactured in this way promise a high return, the material and manufacturing costs can be kept extremely low thanks to EB application.
Economic efficiency of electron beam applications
As far as the machine costs are concerned, the acquisition costs are not low (comparable with other high tech systems), but they are amortised over the decades of extremely low wear use of an EB machine (the only wearing part is the cathode, which costs less than €50/day; there are no sensitive mirrors and/or lenses) through depreciation down to one euro reminders. Although this presupposes that the machine in question is used permanently, it is also possible to convert the machine in the event of a product change, and this is a common approach.
Over 60% of the electrical energy required to operate a complete EB machine not just the beam generation is converted into process energy on/in the workpiece the higher the beam power, the more favourable (proven by measurement on a rotary transfer machine).
Incidentally, there is no such thing as "the" EB machine, but rather one that is optimally designed and built depending on the application. This applies to the size and shape of the working chamber, the available blasting power as well as the equipment with devices and manipulators which may also include interlinking with upstream and downstream production steps. And the manufacturer hands it over to the user "turn key ready". If a company is unable to utilise such an EB machine "straight away", it can turn to one of the various subcontractors, who not only have different machines and equipment at their disposal, but also a wide range of expertise in all the above mentioned aspects, so that process development on the specific component can also be carried out there.
Final appeal
In conclusion, it should be emphasised once again that the designer holds the key to the intelligent and efficient use of EB - provided that he (or she) is familiar with techniques, processes and technologies through training and further education. However, this cannot be achieved in a short lecture, because only a complete understanding of the interrelationships makes it possible to utilise all the possibilities of EB machining. In addition, there is of course introductory as well as in depth specialist literature on EB technologies.
And for practical work with the EB, the DVS data sheets of AG V 9.1 provide detailed information for designers in particular.
Incidentally, no high level of qualification is required for the EB application - any engineer is capable of acquiring the necessary knowledge. And experience shows that after the first steps in this field, the desire for more grows.